铸造厂
网站首页
不锈钢铸造
合金铸造
精密铸造
砂型铸造
消失模铸造
铸钢件
联系我们
网站首页
不锈钢铸造
合金铸造
精密铸造
砂型铸造
消失模铸造
铸钢件
联系我们
铸造厂
不锈钢铸造
合金铸造
精密铸造
砂型铸造
消失模铸造
铸钢件
当前位置:
铸造厂
>
合金铸造
>
铝合金铸造
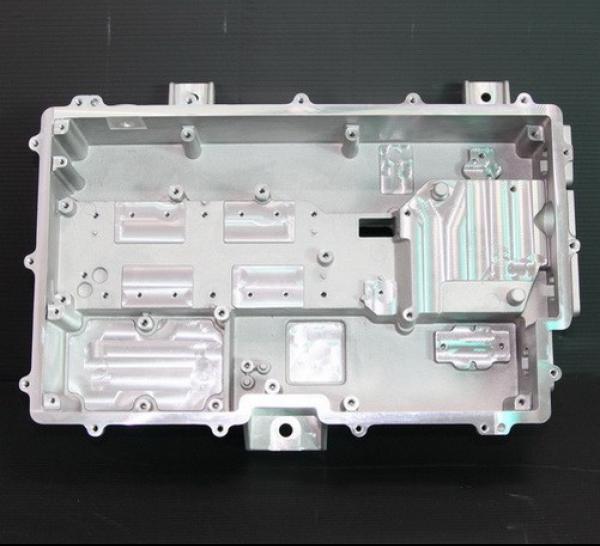
厂家生产铸造件汽车机械 生产铝合金浇铸件 铸造件加工
铝合金压铸加工 非标零件精密铸造及表面处理制 铝合金CNC机加工
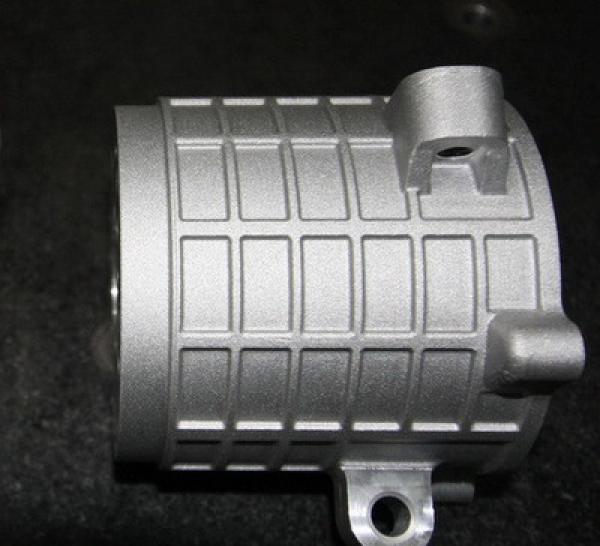
铝合金砂芯铸造厂家提供硬质旋转油缸壳铝合金制品开模加工打样快
厂家供应 压铸加工 铝合金压铸加工锌合金铸造 压铸铝可加工定制
铝合金压铸氧化 精密纯铝铸造 纯铝阳极氧化各种颜色无砂孔
锌合金压铸 机床铝配件压铸 铝合金压铸 定制铝件加工 精密铝铸造
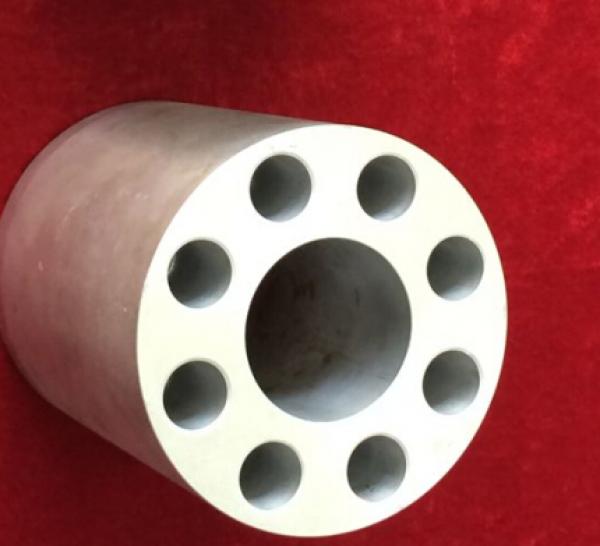
厂家直销 A356铸造铝合金 a356铝合金板 提供SGS环保报告
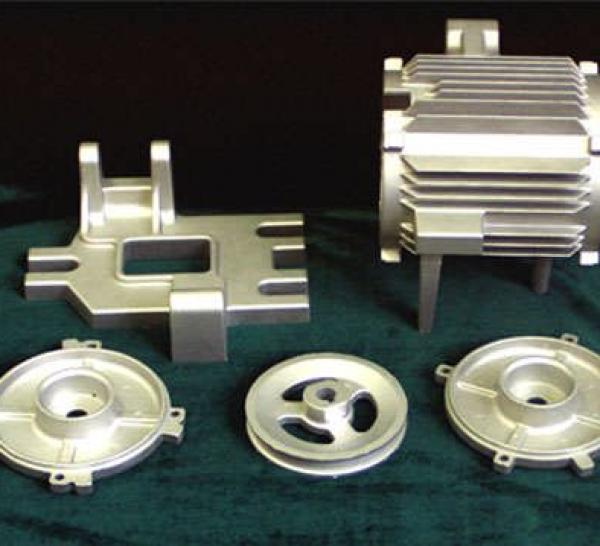
厂家定制加工铸铝件 低压金属膜铸造 铸铝件加工 铝合金压铸
厂家承接铝合金铸造 水泵件工业大型零配件铝合金铝铸件加工
铸造厂
不锈钢铸造
合金铸造
精密铸造
砂型铸造
消失模铸造
铸钢件